

Users tell of how this unit provides a relatively cheap way of printing to fabrics for everything from banners to tablecloths.
There are a lot of advantages to printing to fabric for so- called soft signage but textile printing can also open up new markets for wide-format print providers, such as interior décor and even clothing.
There are several textile printers around, though most are high production machines aimed mainly at the garment market. But some are better suited to graphics work, such as Mimaki's TX400. The Image Group, based in Manchester, was one of the original trial sites when the printer was launched three years ago. At the time the Image Group, which takes on a wide variety of work and has a number of UV printers, found that it was having to outsource a significant amount of textile work so was looking for a suitable printer to bring that work in-house. To sweeten the deal, Mimaki threw in the ink for free for the first six months.
The Image Group mainly uses the machine to print tablecloths, as well as flags, gazebos and some banners, and in the past has also printed carpet tiles. Where possible, the company prints direct to fabric, but has found that for some applications it’s best to use a transfer media.
Thus the gazebos are printed via dye-sublimation to a Berger Eco Canvas substrate, which is waterproof so that there’s no need to have the finished product laminated.
Dye-sublimation, by its nature, requires some form of heat to fix the image. Production manager Bob Crick explains: “It needs the heat press because the pores within the polyester have to open up and then it becomes scratch resistant and machine washable.” There are a number of options but the Image Group opted for a belt driven flatbed heat press, the Transmatic TX. It’s a 2m wide model with 12 heating elements that’s capable of 200o, though Crick says that it’s normally used at 180o and run at a sedate 0.6mpm, which is enough to keep up with the printer.
For finishing, the Image Group has a Zund XL3000 with a rotary cutting tool for cutting shapes out of the fabric, as well as an in-house sewing machinist who adds elements such as pockets for frames.
 However, Crick says that it can be tricky to match colours accurately and can require a bit of trial and error, which in turn makes it harder to turn jobs around straightaway. This can be exacerbated by using different types of fabrics, and on occasion by problems with the heat press, such as one of the heating elements failing, reducing the fixing temperature.
However, Crick says that it can be tricky to match colours accurately and can require a bit of trial and error, which in turn makes it harder to turn jobs around straightaway. This can be exacerbated by using different types of fabrics, and on occasion by problems with the heat press, such as one of the heating elements failing, reducing the fixing temperature.
Crick says that part of the problem is that there is no support for the printer from third party Rips, although the printer does come supplied with Mimaki’s own RasterLink Rip. He adds that despite this issue the vibrancy of the colours is “brilliant” says the TX400 has “definitely paid for itself”.
The Image Group also found that it was best to pay for Hybrid’s Gold Warranty service plan, to guarantee having a service engineer turn up the next day in the event of a problem.
Banners For All, based in Farnham Common in Buckinghamshire, has been using its TX400 for over a year. Not surprisingly, the company mainly specialises in printing banners and flags, and has specialised in producing bespoke flags for football clubs and fans. The company was started back in 1999 by Ralph Ballhatchet, who runs it today with his son Ashley. The company has been a long term user of Mimaki products, having previously used both a TX1600S and a TX2 textile printer, so it had no hesitation in buying the TX400 when it was time to upgrade.
Steve Wheeler, who operates the TX400, is enthusiastic about the machine saying: “It's fantastic - it’s fast, reliable and easy to maintain and look after.”
Wheeler says that he's not had any issue with colours, adding: “Pantone coated colour matching is the best way to go about it.” But he adds that photographs often need to be brightened up to get the best out of them.
Nor is the Rip a problem as the company uses a number of other Mimaki printers so Wheeler is happy with the Rasterlink Rip. For fixation the company uses an oven that Ballhatchet, who has an engineering background, built himself.
Wheeler adds that the inks are not particularly expensive and that it’s easy to keep the machine serviced and running. Indeed, the low cost of running is one of the main features of this printer. There are much faster textile printers around that offer more productivity but the TX400 allows wide-format users a cost-effective way to develop those applications that benefit from dye- sublimation.
Alternatives
There are quite a number of dye sublimation printers, but the majority of these are larger devices aimed at the garment and furnishings market, which tend to be characterised by longer runs.
- Mutoh
The main competition comes from Mutoh, which produces the ValueJet TD series, designed for printing direct to textiles. Of these the 1628TD is a 1.6m wide CMYK printer that uses direct disperse ink. Prints are said to last for up to six months outdoor without lamination. It uses two MicroPiezo printheads capable of producing ink drop sizes from 5.5 to 34.5 picolitres, which use Mutoh’s Intelligent interweaving to reduce banding at lower resolutions. It can print at up to 41.5m2/hr though its normal production mode runs at 24m2/hr. There’s also a 2.6m wide version, the 2628TD
- Epson
Epson has developed its own range of dye-sublimation printers, the SureColor SC-F series, which includes the 1.6m wide F7100. This uses Epson micropiezo printheads, with a maximum resolution of 720 x 1440dpi. It’s a CMYK machine, using Epson’s Ultrachrome DS inks. It can reach speeds of up to 59m2/hr. However, it’s mainly designed to print to transfer paper rather than direct to textile. It comes with an Ergosoft Rip.
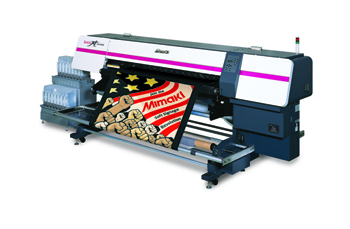
About the product
The TX400-1800D has been designed for a range of textile work, including banners, flags and soft signage, as well as short runs of clothing, interior furnishings and product samples. It is a 1.8m wide roll-fed printer and generally runs at 56m2/hr for production work though it is capable of producing up to 99m2/hr. The maximum resolution is 900 x 900dpi. It’s available in four-, six- and eight-colours and there’s a choice of dye-sublimation, pigment or reactive dye inks, which means that it can be used for a wide variety of materials including cotton and linen as well as polyester.
The TX400-1800D retails at £54,995, including a year’s Gold warranty.
It’s worth noting that there was a version for the garment market - the TX400-1800B - which used an adhesive belt to transport stretchy fabrics through the printer. This has now been superceded by faster models, more suitable for garment production.
{jathumbnail off}